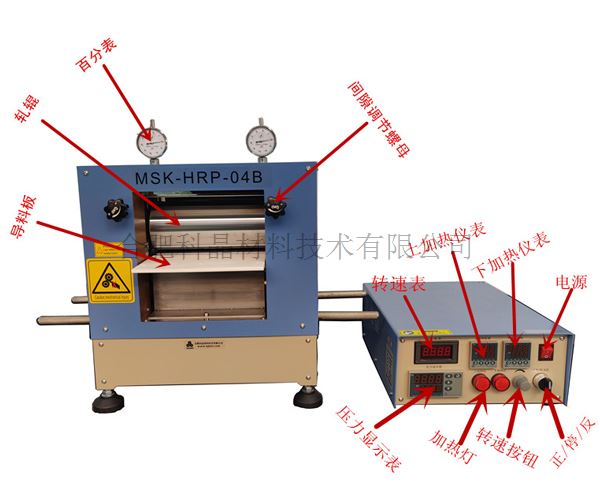
| 設備名稱 | 200℃壓力可控型電動加熱輥軋機-MSK-H2300-E (2019.12.16—科晶實驗室審核) |
||||||||||||
| 產品提示 | |||||||||||||
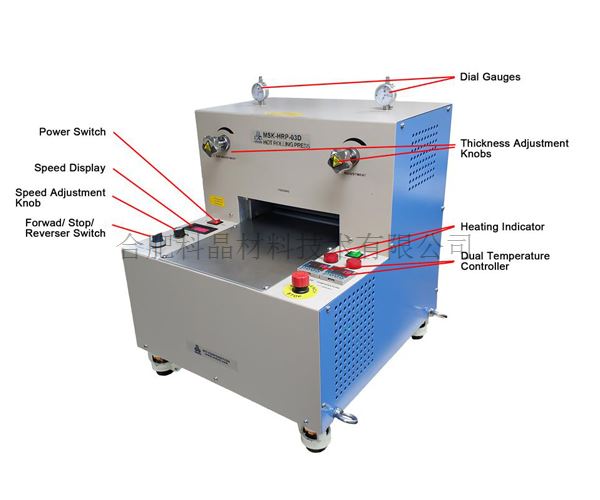
| 設備特點 | ? 電動加熱輥,精準控溫,均勻性好; ? 設計間隙消除結構,軋制精度高; ? 軋輥采用進口特種鋼材,分段智能加熱系統,最高可加熱200℃,硬度衰減小于5%; ? 電加熱方式避免油污染; ? PLC控制,HMI操作方便; ? 液壓壓力控制系統,液壓平衡軋制機構、保壓穩定; ? 步進電機自動調節壓軋厚度; ? 有安全、防護、防燙設計; ? 自動送料平臺; ? 最高120℃紅外線預加熱功能; ? 設計有軋制力及溫度數據采集和存儲功能; ? 可選配對輥機收放卷裝置,實現卷料連續軋制; ? 軋輥采用模塊化設計,維護時拆卸方便快捷; ? 可更換冷扎輥,模塊壓力最大可達到50噸(熱軋輥模塊最大20噸)。 |
||||||||||||
| 基本參數 | ? 電源: 電壓三相380VAC±10%,頻率50Hz ,功率8.5KW ? 軋制驅動: 1KW變頻電機. ? 軋輥尺寸: Ф200mm×280mm ? 輥面硬度: HRC60-62,硬度層厚度大于10mm,加熱200℃后硬度衰減<5% ? 軋制間隙: 0~1.5mm,步進電機調節 (可定制最大0~5mm) ? 輥軋速度: 0-4m/min ? 軋輥溫度: Max:200℃,精度≤±2℃ ? 最大軋制力:2T ? 軋制精度: 小于±1.5μm(原材料厚度均勻度≤±1.5μm的前提下) ? 冷軋組件: 可以更換冷軋型輥的模塊組件,最大壓力可達50T(選配功能) ? 預加熱: 紅外線加熱最高溫度≤120℃(可調) ? 最大軋制力: 15T (特殊情況需要更大壓力,可與供應商溝通后,軟件系統解碼后? 最高可達20噸) ? 所輥軋材硬度不可> 50HRC 更多參數請聯系科晶銷售部 |
||||||||||||
| 安全配件可選 | ? 加熱部位可增加雙重超溫保護,同時監控設備溫度(圖一) ? 可選裝電源鎖和急停按鈕保護罩,防止意外觸碰。(圖二、圖三) ? 可選裝安全警示燈,提示不同工作狀態(圖四) ? 散熱風扇增設故障報警信號,發生問題及時停機并閃燈提示(圖五)
|
||||||||||||
| 外形尺寸 | ? 1290mm(L) x 1020mm(W) x 1400mm(H)
|
||||||||||||
| 凈重 | 1.3T |
||||||||||||
| 質保期 | ? 一年保質期,終生維護 |
||||||||||||
| (可選模塊) | ? 壓力數顯控制盒,可實時顯示軋制力
|
應用技術提示 | ·每次使用后必須用仔細清潔滾筒表面。 ·由于軋制材料不同回彈率的影響也不同,在您軋制過程中,百分表的指示僅供您參考,在您每次軋制好材料之后,還需要用千分尺或其他測厚儀測量所軋制材料的厚度是否達到您的要求。 ·根據材料的原始厚度,每次調整百分表的指示值減少0.01mm(不超過此值,否則容易損壞設備),逐步減薄所軋制材料的厚度,使其達到您所要軋制的厚度(注:由于回彈的影響,每次減薄厚度需要來回軋制8-10次才可)。 ·不能一次將樣品輥壓到所要求的厚度,要經過多次輥壓逐步減小其厚度,以防止樣品開裂,達不到實驗效果。 ·適用于鋰電池極片、樹脂膠片、金屬帶材及復合材料等的加熱軋制。 |
警示 | ·禁止機器未固定時使用。 ·禁止機器在運行時打開防護罩 ·禁止一邊壓片,一邊調節機器間隙。 ·操作人員應仔細閱讀使用說明書,方可操作設備。 ·為了延長滾筒軸承的使用壽命,建議定期使用防銹油。 ·每次使用都要清潔滾筒表面,不使用時及時清洗和用防銹油,以免腐蝕 ·禁止在任何危險場所使用此設備,特別是禁止在I類環境(易燃氣體和蒸氣)中使用。 ·加熱或運轉滾筒時,請勿觸摸機器滾動部分的表面。 ? 由于工作環境溫度不同,會影響軋輥表面溫度,可選用測溫儀表來校準軋輥溫度。 |
相關可選 | ·合肥科晶提供各種電池粉料和粘結劑(圖1) ·可選購高速三維擺震球磨機--MSK-SFM-3對樣品球磨使粒徑更小(圖2) ·可選購小型雙槳行星式真空攪拌機--MSK-SFM-16制作電池漿料(圖3) ·可選購底部加熱型流延涂覆機MSK-AFA-H200A制作電池極片(圖4) ·可選購手動紐扣電池切片機--T07來切割電池極片(圖5) ? 可選輥軋機自動收放卷裝置MSK-2300-RD,實現卷料連續軋制(圖6) 圖1 圖2 圖3
圖4 圖5 圖6 |

















 查看誠信檔案
查看誠信檔案


 皖公網安備 34012302000974號
皖公網安備 34012302000974號